Lutospawanie w naprawach karoserii

Fot. GYS, Herkules
Od ponad dziesięciu lat coraz częściej słyszy się o nowych stopach stalowych, które z jednej strony zmniejszają masę karoserii samochodowej, a z drugiej – poprawiają bezpieczeństwo bierne pasażerów oraz ekonomikę produkcji pojazdów.
Zastosowanie nowoczesnych materiałów konstrukcyjnych w budowie karoserii wymaga specjalnych procedur ich montażu oraz napraw. Choć współczesne stopy stalowe podlegają ciągłym modyfikacjom, warsztatowa rzeczywistość za nimi nie nadąża. Mimo szeroko zakrojonej edukacji w postaci artykułów, szkoleń i informacji świadomość konieczności stosowania nowych technologii łączenia blach stalowych pozostaje na bardzo niskim poziomie.
Wymogi producentów pojazdów
Korzystanie z technologii napraw opracowanej przez producenta samochodu to, niestety, rzadkość. Nawet w ASO nie jest normą, by podczas przygotowania procesu naprawy oraz w trakcie jej trwania korzystać z dokumentacji serwisowej oraz przestrzegać zaleceń producenta. Wszystko się zmienia, ale mentalność ludzi zmienić najtrudniej. Dla przykładu, dawniej nie było zgrzewarek pozwalających na zgrzanie elementów w sposób porównywalny do linii produkcyjnej. Obecnie zgrzewarki o wysokich parametrach pracy są już dostępne i stają się dość powszechne w warsztatach naprawczych. Kolejną zmianą jest wymóg stosowania lutowania twardego w technologii MIG.
Konieczność użycia technologii niskotemperaturowego łączenia stopów stalowych spowodowana jest głównie ochroną elementów karoserii przed utratą własności mechanicznych. Dodatkowo warto zauważyć, że przegrzany element jest bardziej narażony na korozję. Lutowanie MIG stało się jedną z odpowiedzi na problem zbyt dużej ilości ciepła. Dzięki zastosowaniu procesu w niskiej temperaturze zostają zachowane właściwości korozyjne i mechaniczne tych stali.
Spawanie z przetopem a lutospawanie
Spawanie blach stalowych
Elementy karoserii wykonane z wysokogatunkowych blach stalowych nie mogą być spawane metodą MAG, czyli stalowym drutem elektrodowym w osłonie dwutlenku węgla lub mieszanki argonu i dwutlenku węgla. Metoda ta ze względu na wysokie temperatury powstałe podczas procesu spawalniczego, które są nieodpowiednie dla stopów stalowych stosowanych w budowie współczesnej karoserii, jest coraz rzadziej dopuszczana przez producentów pojazdów. Należy pamiętać, że istnieje poważne ryzyko przegrzania elementu, co wiąże się z jego nieodwracalnym uszkodzeniem. Uszkodzeniu ulega struktura materiału, a często i kształt elementu. Temperatura podczas spawania łukiem elektrycznym dochodzi do 1600°C, podczas gdy temperatura topnienia stali wynosi 1539°C. Maksymalna temperatura, przy której materiały wysokogatunkowe zachowują swoje pełne własności, to zaledwie 650°C. Należy więc dążyć do stosowania jak najniższych prądów spawania, pamiętając, że do blach o grubościach od 0,6 mm do 1 mm potrzeba niewiele energii cieplnej. Zwykle z powodzeniem można spawać przy prądzie od 20 A.
Kolejnym czynnikiem zmniejszającym przegrzanie jest spawanie odcinkami lub przerywane punktowo. Warto spawać z przerwami pozwalającymi na stygnięcie elementu, co w znacznym stopniu zabezpieczy go przed wpływem wysokich temperatur. Nawet w przypadku stosowania małych prądów spawania ciepło kumuluje się, co jest szczególnie niebezpieczne w przypadku elementów o małej masie.
Lutospawanie blach stalowych
Proces lutospawania to nic innego, jak specyficzny rodzaj lutowania twardego, gdzie spoiwem są stopy miedzi. Lutospawanie analogicznie do lutowania miękkiego stopami cyny polega na łączeniu materiału rodzimego bez jego nadtapiania. W przypadku lutowania twardego stalowych blach karoseryjnych stosowane są półautomaty spawalnicze MIG/MAG. Jako drut elektrodowy stosuje się najczęściej CuSi3, czyli stop miedzi z krzemem. Technologia napraw pojazdów produkowanych przez grupę PSA wymaga stosowania drutu CuAl8. Średnica drutu do celów napraw blacharskich wynosi 0,8 mm. Lutospawanie MIG wykonywane jest w osłonie gazów obojętnych, na co wskazuje nazwa MIG.
Najważniejszą cechą lutospawania jest łączenie elementów karoserii w stosunkowo niskich temperaturach, czyli od 800°C do 1000°C.
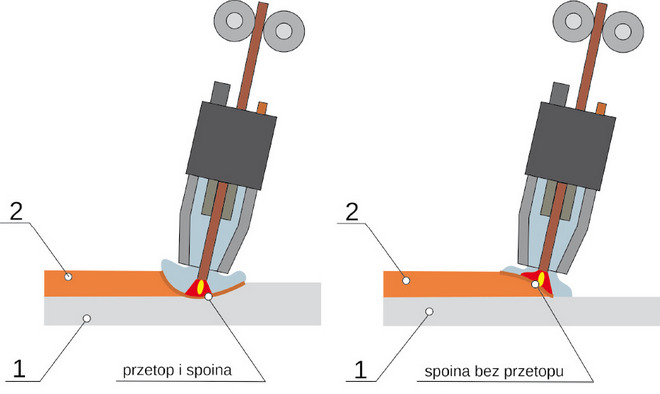
Rys. 1. Spawanie z przetopem MAG i lutospawanie MIG (BR) 1. łączony materiał, 2. spoina
Zasadniczym powodem wprowadzenia lutospawania do produkcji i naprawy stalowych karoserii samochodowych jest konieczność obniżenia temperatury podczas łączenia elementów, aby jak najmniej przekraczała 600°C. Zalety stosowania lutospawania do łączenia karoserii są następujące:
- niska temperatura podczas pracy,
- łatwiejsze uzyskanie szczelnych spoin,
- łatwiejsza obróbka spoin,
- zachowanie znacznej ilości powłok ochronnych,
- zmniejszone parowanie cynku,
- mniejsze ryzyko utraty zdrowia – opary cynku i ochrona wzroku,
- mniejsze zużycie prądu.
Wiadomo, że powłoka cynkowa na blachach karoseryjnych zaczyna parować przy temperaturach rzędu kilkuset stopni Celsjusza. Wszyscy producenci zalecają stosowanie metody lutospawania MIG podczas napraw karoserii. Minimalizowanie wydzielania się trujących gazów powstających przy znacznym podgrzaniu powłoki cynkowej redukuje ryzyko zachorowania na tzw. chorobę metalowców. Gazem osłonowym jest zwykle niemal czysty argon (99,995%). Ważne, aby w przewodzie podajnika drutu elektrodowego, analogicznie do spawania aluminium, znajdował się wkład teflonowy. W lutowaniu metodą MIG zaleca się prowadzenie uchwytu spawalniczego „do przodu”, ponieważ argon szybko rozchodzi się, nie zapewniając właściwej ochrony. W przypadku pchania uchwyt niejako cały czas wchodzi w chmurę gazu.
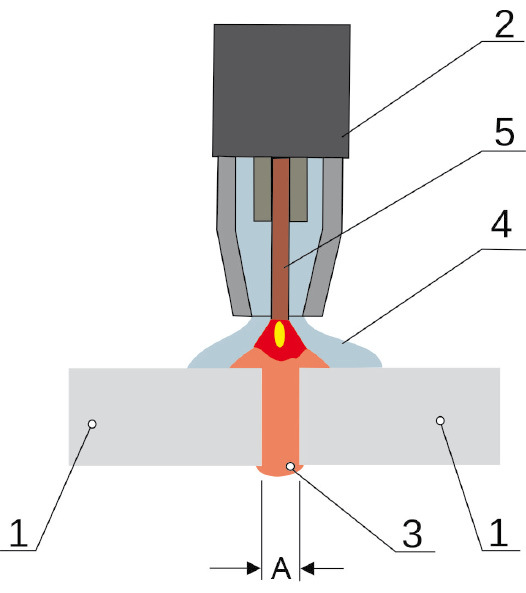
Rys. 2. Lutospawanie MIG (BR) 1. łączony materiał, 2. uchwyt spawalniczy, 3. spoina lutospawana, 4. chmura gazu, 5. spoiwo, A. przestrzeń do wpłynięcia spoiwa.
Problemem może być lutospawanie na otwartej przestrzeni lub w pomieszczeniu, gdzie jest zbyt duży ruch powietrza. Dodatkowo zastosowanie techniki ciągnięcia powoduje zatrzymanie cynku w spoinie, co skutkuje nadmierną jej porowatością. Nawet w przypadku łączenia niskotemperaturowego, jakim niewątpliwie jest lutospawanie, zaleca się wykonywanie spoin odcinkami, pozwalając, by łączone strefy mogły ostygnąć. Bardzo dobry efekt daje użycie do lutospawania spawarek z możliwością spawania pulsacyjnego. Proces lutospawania najcieńszych blach może być wykonywany już przy prądach rzędu 10 A. Konieczne jest stosowanie masek z możliwością regulacji stopnia ochrony, ponieważ przy tak niskich prądach łuk elektryczny ma małe natężeniu i może być potrzebne rozjaśnienie pola widzenia.
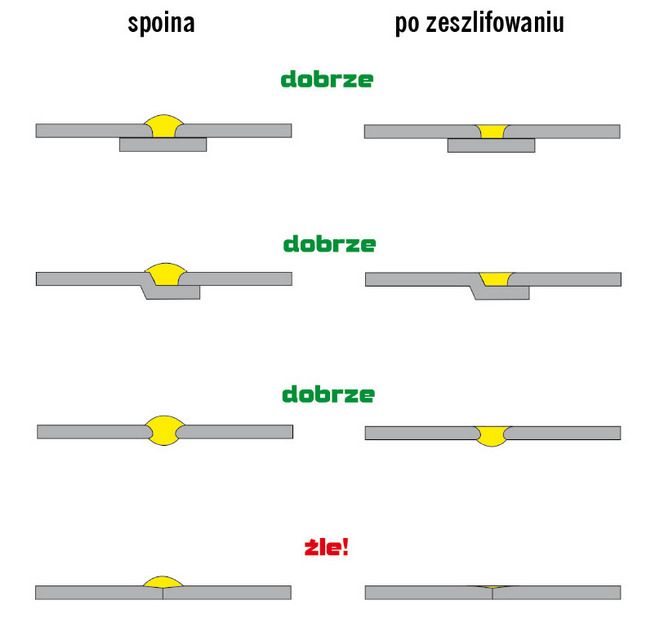
Rys. 3. Technika lutospawania blach karoseryjnych (BR)
Ponieważ producenci pojazdów ciągle zmieniają materiały, z którymi warsztat spotyka się podczas usuwania uszkodzeń, nadążanie za postępem technologicznym staje się koniecznością. Można się wiele nauczyć na szkoleniach. Pomocna jest również wiedza z artykułów w prasie fachowej, książkach oraz odpowiednio wybranych źródłach internetowych. Zachęcam do rozwoju, poszukiwania informacji i otwierania się na nowe technologie. Dają one nie tylko lepsze efekty techniczne, ale i ekonomiczne.
Tagi

0 komentarzy dodaj komentarz