Cyna w naprawach nadwozi

Fot. CTS
Metal ten w stanie ciekłym przywiera trwale do stali węglowych i spoin wykonanych lutospawaniem. Może więc tworzyć antykorozyjne powłoki i wyrównywać drobne odkształcenia blach.
Cyna jako czysty pierwiastek chemiczny występuje w kilku odmianach alotropowych. W zastosowaniach technicznych wykorzystywana jest tzw. cyna biała, topniejąca przy 232°C i utrzymująca trwale swe cechy fizyko-chemiczne w temperaturach powyżej kilkunastu stopni Celsjusza. Na skutek dłuższego oddziaływania niskich temperatur przechodzi ona w odmianę szarą i rozpada się na proszek. Tę niekorzystną właściwość ogranicza w znacznej mierze używanie cyny w stopach z innymi metalami.
Do niedawna jako materiał do cynowania i lutowania najbardziej rozpowszechniony był stop cyny i ołowiu. Dodatkową jego zaletą była niższa w porównaniu z czystym pierwiastkiem temperatura topnienia (np. ok. 180°C przy 60% zawartości cyny). Od 1 lipca 2006 roku w krajach Unii Europejskiej ołów z powodu swych toksycznych właściwości nie może wchodzić już w skład produktów powszechnego użytku, więc w lutowniczych stopach cynowych zastępuje się go niewielkim dodatkiem srebra, miedzi i bizmutu.
Tradycyjne techniki cynowania
Powlekanie cyną, czyli tzw. pobielanie żelaznych garnków i kotłów dla ich ochrony przed rdzewieniem, stosowano powszechnie już w średniowieczu. Wykorzystywanie cyny, a zwłaszcza jej stopów z ołowiem jako swego rodzaju blacharskiej szpachlówki do wypełniania wgnieceń w elementach blaszanych, upowszechniło się wraz ze stalowymi poszyciami samochodowych nadwozi i to nie tylko w technologiach naprawczych, lecz także i produkcyjnych.
Niedoskonałość kształtów fabrycznych wytłoczek korygowano cyną za pomocą tradycyjnych metod lutowniczych, czyli z użyciem chlorku sodu (produkt reakcji kwasu solnego z cynkiem) jako topnika i środka odtłuszczającego powlekane powierzchnie. Trudne do usunięcia resztki tej substancji niszczyły powłokę lakierniczą w cynowanych miejscach i powodowały korozję blach. Takie charakterystyczne usterki pojawiały się szybko, np. na przednich błotnikach syrenek i warszaw, ponieważ elementy te składały się z dwu zgrzewanych ze sobą części, a szczelinę pomiędzy nimi wypełniano cyną.
Podobne zjawiska występowały po ówczesnych blacharskich naprawach nadwozi. Polegały one przeważnie na uzupełnianiu ubytków blachy, spowodowanych przez korozję lub kolizje drogowe, odpowiednio dopasowanymi partiami świeżego materiału. Te naprawcze wstawki łączono z oryginalnymi wytłoczkami metodą spawania acetylenowego. Towarzyszące temu bardzo wysokie temperatury powodowały termiczne odkształcenia stali, bardzo trudne lub wręcz niemożliwe do całkowitego usunięcia za pomocą mechanicznych metod blacharskich. Ostateczne wygładzanie powstałych nierówności odbywało się więc poprzez ich szpachlowanie stopami cynowymi. Wspomniane wcześniej kłopoty z korozyjnym oddziaływaniem pozostałości chlorku cynku były w naprawach warsztatowych jeszcze bardziej uciążliwe niż w warunkach produkcji przemysłowej. Stopniowo więc z cynowania rezygnowano, stosując w zamian silnie przywierające do metali, chemoutwardzalne żywiczne kity szpachlowe (np. popularny niegdyś epidian).
Tu jednak pojawił się problem chemicznego oddziaływania ich utwardzaczy i korozji elektrochemicznej, wywoływanej na styku cząsteczek aluminium (zawartych w tych masach) ze stalową blachą. Dlatego ostatnio obserwujemy powrót do technologii cynowania, ale już bez udziału chlorku cynku i ołowiu.
Cynowanie w obecnej praktyce
Przy łączeniu oryginalnych i naprawczych elementów zewnętrznego poszycia samochodowych nadwozi coraz powszechniej stosowana jest technologia lutospawania. Nie powoduje ona znacznych odkształceń termicznych, a ponadto zarówno łączone blachy, jak i lutowane spoiny stosunkowo łatwo wiążą się z cynowymi powłokami. Jednak obowiązuje przy tym zasada, iż cynowania nie stosuje się na większych powierzchniach blaszanych, takich jak dachy i poszycia drzwiowe, jeśli nie mają one usztywnień w postaci dodatkowych wzmocnień lub odpowiednio profilowanych kształtów.
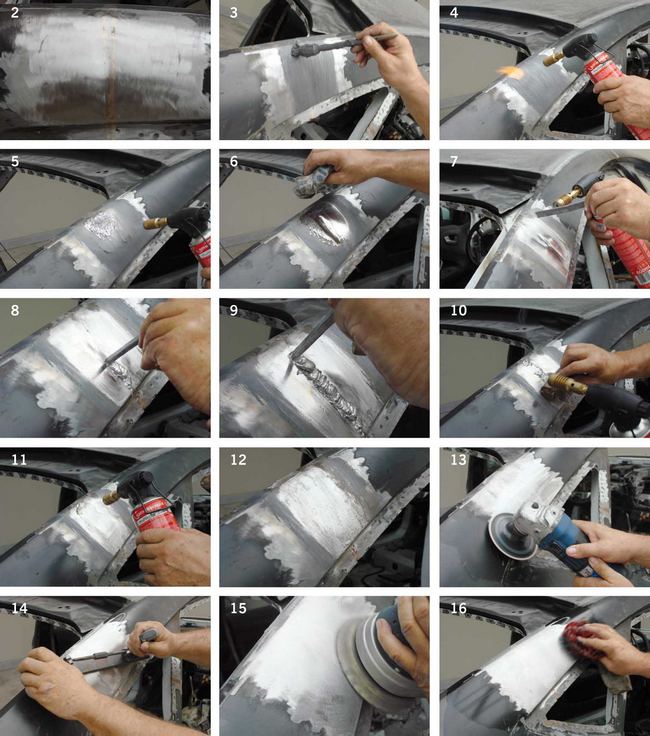
Przykładowy przebieg procesu cynowania przedstawiają załączone ilustracje. Na pierwszej z niech pokazano kompletny zestaw potrzebnych do tego materiałów i narzędzi (fot.1). Miejsce naprawy i jego okolice po ewentualnym wyprostowaniu mechanicznym oczyszcza się dokładnie ze starej powłoki lakierniczej metodą szlifowania (fot.2). Na oczyszczoną powierzchnię nakłada się pędzlem specjalną, rzadką pastę (fot.3), zawierającą topnik, środek odtłuszczający i drobne cząstki cynowego stopu. Podgrzanie tej warstwy palnikiem gazowym (fot.4) sprawia, że tworzy się na podłożu cienka, lecz bardzo silnie przywierająca powłoka tzw. pobielenia (fot.5), umożliwiająca nakładanie następnych warstw stopu cynowego. Zakończenie tej fazy pracy następuje wówczas, gdy pasta zmieni swój szary kolor na świecący srebrny. Pozostaje wtedy oczyszczenie jej szmatką ze zgromadzonych na wierzchu zanieczyszczeń (fot.6).
Na czystą warstwę pobielenia nakłada się stop cynowy wytapiany z tzw. laski (fot.7), przy równoczesnym nagrzewaniu podłoża, aby wypełnić nim z pewnym nadmiarem wklęsłości powierzchni (fot.8 i 9). Utworzone w ten sposób nieregularne nacieki należy podgrzać do stanu półpłynnego i gładko rozprowadzić specjalnym nawoskowanym klockiem (fot.10). Klocków tych w żadnym wypadku nie wolno, choć zdarza się tak czasem w blacharskich warsztatach, nawilżać olejem, gdyż działa to szkodliwie i na sam proces cynowania, i na nałożoną później powłokę lakierniczą.
W kolejnej fazie progi powstające na tak uformowanej partii materiału likwiduje się poprzez ich przetapianie palnikiem aż do zlania się z sąsiednią warstwą pobielenia (fot.11).
Po zakrzepnięciu i ostygnięciu wstępnie wygładzonej warstwy stopu (fot.12) można przystąpić do jej dalszej obróbki. Rozpoczynamy ją od zgrubnego szlifowania tarczą papierową o ziarnistości 80 za
pomocą wolnoobrotowej szlifierki (fot.13). Następnie specjalnym pilnikiem do blacharskich napraw nadwozi (fot.14) kontrolujemy gładkość i jednolitość obrabianej powierzchni. Ślady narzędzia staną się wówczas widoczne na jej fragmentach wypukłych, wklęsłe zaś pozostaną wyraźnie ciemniejsze. Według tego cały cynowany obszar wyrównuje się ostatecznie szlifierką oscylacyjną (fot.15).
Po zakończeniu obróbki mechanicznej konieczne jest staranne umycie naprawionego miejsca wodą (fot.16), aby zneutralizować ewentualne pozostałości zastosowanej pasty lub wosku, a także dokładne jego osuszenie sprężonym powietrzem i końcowe przemycie rozpuszczalnikiem.

-
2012-03-26 18:49
Drobna korekta
Robert Duszyński
W artykule chodziło oczywiście o chlorek cynku a nie sodu jako topnik
-
2012-08-28 21:20
cynowanie
ja
Panie Toni cynowanie to przezytek dobrze Pan o tym wie ale kasa .....:)) pozdrawiam uczestnik kilkunastu szkolen .
-
2015-02-11 22:20
cynowanie
marian
Tylko cynowanie .Żaden kit nie trzyma jak cyna i tylko cyna nie siada i nie pęka Można od razu uzyskać każdą grubość i od razu obrabiać ,lakierować itd .Kity można sobie wetknąć ......
-
2013-11-13 20:53
cynowanie
Jan Nowak
Nie do końca przeżytek, nieumiejętne kitowanie powoduje czasem pękanie kitu i dostawanie się wody pod spód i w efekcie gnicie w tajemnicy. Cynowanie eliminuje ten ból.
-
2015-01-27 22:43
cynowanie
as
Nic lepszego od cynowania nie wymyślono, nie pęka, szpachle chemoutwardzalne pekaja, szczególnie gdy występuje znaczna grubośc
-
2016-02-23 22:24
technik
Wojciech Czerwiński
Chlorek sodu produkt reakcji kwasu solnego z cynkiem?
-
2016-06-11 11:21
Instrukcja
zniesmaczeni
Firma DARO z Kępna wysyła fragmenty tego artykułu i dokładnie te zdjęcia jako Instrukcja cynowania... - jako dodatek przy zakupie sprzedawanego przez nich produktu. Informacyjnie ten artykuł jest ciekawy ale nauczyć się z tego procesu cynowania raczej nie można. I nawet nie raczą podaż źródła treści....
-
2016-12-01 18:15
Jebacegzamin czeladnika
Zawda
pytania na czeladniku sa w internecie taaa nic nie wiem pytnie brzmi jakiego stopu uzywamy w blacharstwie w artykule mamy cyna biala wiec pozdro
-
2017-03-06 10:45
skład stopu
CYNTOS
Jako producent stopu do cynowania karoserii polecam Pb74Sn25Sb1. Spoiwo produkowane jest według niemieckiej normy, która dokładnie określa zastosowanie tego stopu. Polska norma do wyrównywania wgłębień karoserii podaje stop PbSb6Sn4. www.cyntos.pl
-
2017-03-15 23:14
cyna ?
bez cyny
a może wstawi ktoś błotnik bez cynowania !
-
2017-05-26 09:15
Bez cynowania
Westbam
TOTAL SCHADE/LEGENDMAKE na YouTube ogarnia takie tematy z cynowaniem jak i bez cynowania.
-
2017-06-18 23:11
Cynowanie
Sylwester Stefansson
Bardzo fajny artykuł. Dziękuję za podzielenie się wiedza. Pragnę jedynie dodać ze najlepsze szpachelki robi się nie z drewna tylko z tekstolitu np. ze strych tablic z szafek z bezpiecznikami topikowymi
12 komentarzy dodaj komentarz