Blacharskie naprawy nadwozi (cz. XI): Wymiana podłużnic

Fot. CTS
Uszkodzone nadwozie w trakcie naprawy
Prace tego rodzaju muszą być poprzedzone dokładnym doprowadzeniem całej uszkodzonej części nadwozia, wraz z elementami podlegającymi wymianie, do pełnej zgodności punktów kontrolnych z kartą pomiarową.
Związane z tym tematem zagadnienia omówimy na przykładzie powypadkowej naprawy nadwozia samochodu BMW Z3. Na skutek kolizji drogowej uległa w nim przemieszczeniu podłużnica prawa i została mocno zdeformowana podłużnica lewa wraz nadkolem. Po lewej stronie doszło też do częściowego przemieszczenia przegrody czołowej.
Prawą podłużnicę naprawiono metodami opisanymi w poprzednich odcinkach tego cyklu, lewą oraz pozostałe związane z nią elementy doprowadzono w ten sam sposób naciągiem dozera do prawidłowego usytuowania wszystkich punktów kontrolnych znajdujących się w tej strefie.
ZOBACZ TAKŻE:
- Blacharskie naprawy nadwozi cz. X - Usuwanie uszkodzeń dachów
- Blacharskie naprawy nadwozi cz. IX: Prostowanie szkieletu kadłuba (cd.)
- Blacharskie naprawy nadwozi cz. VIII: Prostowanie szkieletu kadłuba (cd.)
- Blacharskie naprawy nadwozi cz. VII: Prostowanie szkieletu kadłuba
Łańcuch ciągnący należało w tym wypadku zamocować za pierwszą z trzech kolejnych stref zgniotu kontrolowanego, czyli prostować tylko dwie następne. Pierwsza zgniata się całkowicie przy uderzeniu w sztywną przeszkodę z prędkością 15 km/h, więc po poważniejszych kolizjach staje się ona całkowicie nienaprawialna. Niektórzy producenci samochodów dopuszczają możliwość jej wymiany po lżejszych uszkodzeniach, ale tutaj odkształcenia były poważniejsze i bardziej rozległe.
Opisane prostowanie zakończyło wstępną fazę naprawy. Po niej na podłużnicy i nadkolu załamania blach były tak ostre, a zmęczenie materiału tak znaczne, że ich dalsze prostowanie należało uznać za niedopuszczalne. Blacha po takim zabiegu nie zapewniałaby już wystarczającej wytrzymałości. Tworzyłaby natomiast dodatkową i niepożądaną strefę zgniotu. Dlatego wyprostowano jedynie od środka (od strony miejsca kierowcy) przegrodę czołową. Pozostałe odkształcone elementy usunięto.
Demontaż połączeń zgrzewanych
Klasycznym przyrządem do usuwania zgrzein blach głębokotłocznych jest ręczna frezarka pneumatyczna z frezami czołowymi. Wymaga ona zasilania sprężonym powietrzem, zawierającym olej do smarowania pneumatycznego silnika. Przed rozpoczęciem frezowania trzeba odpowiednim pokrętłem nastawić precyzyjnie głębokość obróbki, aby była zgodna z grubością wierzchniej blachy w demontowanym połączeniu. Przy obustronnym dostępie do zgrzeiny korzysta się z kabłąka zapewniającego stabilny docisk frezu po opuszczeniu dźwigni zwalniającej sprężynę. Zapobiega to ześlizgiwaniu się narzędzia z wyznaczonego miejsca frezowania. Przy braku obustronnego dostępu do zgrzein kabłąk należy z frezarki zdjąć i dociskać ją do materiału ręcznie. Wykorzystujemy przy tym nadal wspomnianą regulację głębokości frezowania. Blachę po wyfrezowaniu wszystkich zgrzein oddzielamy bez trudu cienkim przecinakiem.
Przy zgrzeinach łączących blachy o podwyższonej wytrzymałości sprawa się komplikuje, ponieważ standardowe frezy nie nadają się do obróbki tak twardego materiału, podobnie jak dwuostrzowe wiertła stosowane niekiedy do rozwiercania zgrzein w blachach głębokotłocznych. Narzędziem zalecanym jest w takich wypadkach specjalne wiertło trójostrzowe. Takie wiertła są jednak bardzo drogie, a każde z nich może usunąć zaledwie 30-40 zgrzein. Zwiększa to nadmiernie koszty naprawy.
Dlatego autor tego artykułu w swej warsztatowej praktyce stosuje z powodzeniem własną, alternatywną metodę demontażu. Polega ona na obcięciu usuwanego elementu palnikiem plazmowym lub tarczą tnącą tak, by pozostawić tylko same jego krawędzie ze zgrzewanymi szwami w postaci wąskich pasków blachy. Następnie z takiego paska usuwa się zgrzeiny szlifierką i stopniowo oddziela niepotrzebną część blachy. Uzyskuje się w ten sposób gładkie powierzchnie styku z ponownie dołączanymi wytłoczkami. Jest to metoda w porównaniu z opisaną poprzednio o wiele tańsza, a poza tym &nd ash; szybsza.
Mocowanie nowych elementów
Wróćmy jednak do opisywanej wcześniej naprawy. Po usunięciu podłużnicy zniszczonej nową podłużnicę ustawiamy zgodnie z punktami bazowymi i mocujemy ją w tej pozycji odpowiednimi podpórkami i uchwytami. Musi ona spoczywać na nich bez żadnych naprężeń, by nie spowodować niepożądanych odkształceń, które mogą się ujawnić już po zakończeniu naprawy. Dlatego też podczas całej operacji montażu należy korzystać z systemu pomiarowego dla bieżącej kontroli pozycji mocowanego elementu.
Nowe części podłużnic, podobnie jak wszystkich innych elementów konstrukcyjnych, można łączyć ze szkieletem nadwozia tylko metodą spawania lub zgrzewania. Lutospawanie jest w takich wypadkach niedozwolone, ponieważ tworzy spoiny o zbyt małej wytrzymałości.
Wytrzymałości połączeń nie wolno też jednak samowolnie zwiększać, gdyż niedopuszczalna jest jakakolwiek zmiana pierwotnej sztywności całej konstrukcji i poszczególnych jej fragmentów. Gdyby na przykład zamiast wymiany całych podłużnic zastosować tylko nowe części blaszanych wytłoczek i przyspawać je lub zgrzać z resztkami starych na zakładkę, powstałoby w tym miejscu szkodliwe usztywnienie. W efekcie czujniki systemu poduszek powietrznych i pirotechnicznych napinaczy pasów bezpieczeństwa nie reagowałyby prawidłowo przy następnej kolizji. Ceną takiego błędu może być czyjeś życie!
Z tych samych powodów nie można zmieniać liczby zgrzein w szwie łączącym wytłoczki. Przy zgrzewaniu naprawczym elementów osłonowych bywa to dopuszczalne, tu – zdecydowanie nie. Nowe zgrzeiny nie mogą też wypadać w miejscach poprzednich, lecz muszą być względem nich przemieszczone o parę milimetrów, gdyż te punkty są już uszkodzone termicznie i przez to osłabione. Konieczne jest również zachowanie oryginalnej średnicy zgrzein.
Podłużnica BMW Z3 składa się z dwu wytłoczek zgrzewanych oporowo na wzdłużnych krawędziach i połączonych tą samą metodą z nadkolem oraz przegrodą czołową. Zgodnie z powyższymi zasadami i fabryczną instrukcją napraw przy wzajemnym łączeniu wytłoczek zachowano oryginalną liczbę zgrzein, a całość zgrzano z krawędzią nadkola i przyspawano półautomatem do wyprostowanej przegrody czołowej.
ZOBACZ TAKŻE:
- Blacharskie naprawy nadwozi cz. VI: Prostowanie konstrukcji nośnych
- Blacharskie naprawy nadwozi cz. V - Identyfikacja materiałów
- Blacharskie naprawy nadwozi cz. IV: Prostowanie konstrukcji nośnych
- Blacharskie naprawy nadwozi cz. III: Elektroniczne przetwarzanie danych pomiarowych
- Blacharskie naprawy nadwozi cz. II: Urządzenia pomiarowe
- Blacharskie naprawy nadwozi cz. I: Kwalifikacja pojazdu do naprawy blacharskiej
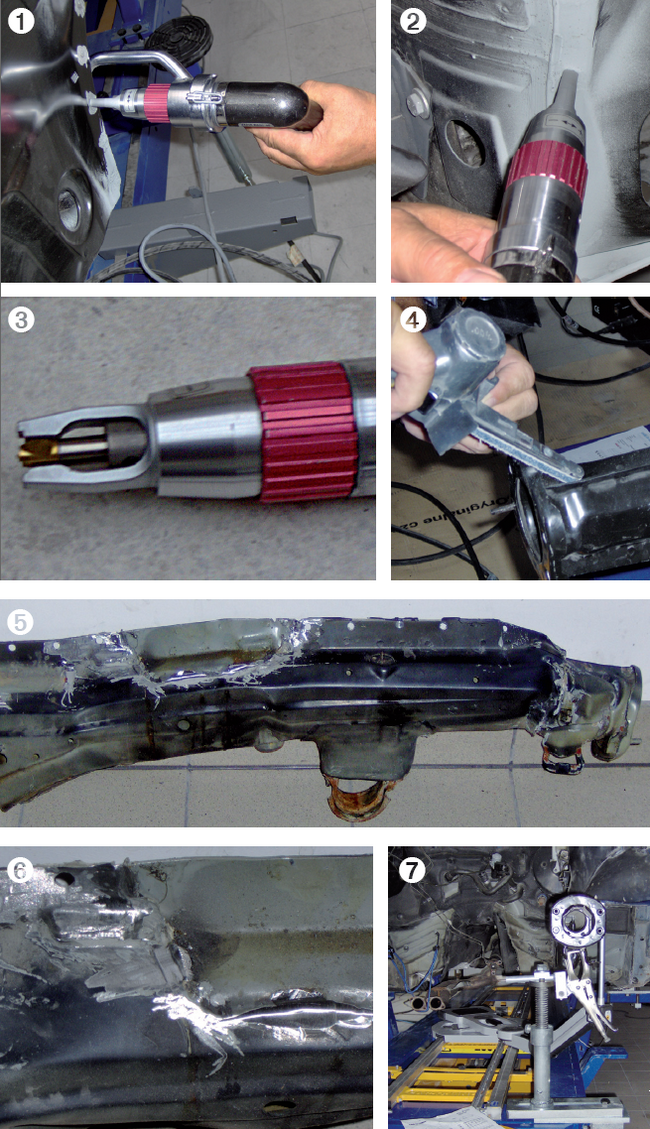
Rys. poniżej: Wymiana wytłoczek stalowych:
1, 2 – frezowanie zgrzeiny (z kabłąkiem i bez), 3 – mechanizm regulacji głębokości frezowania,
4 – czyszczenie krawędzi przed zgrzewaniem, 5 – podłużnica przednia do całkowitej wymiany,
6 – odkształcenia dyskwalifikujące wytłoczkę, 7 – podparcie i kontrola montowanego elementu

0 komentarzy dodaj komentarz