Blacharskie naprawy nadwozi (cz. XIV): Ręczne usuwanie uszkodzeń

Fot. CTS
Fragment blaszanej konstrukcji nośnej usztywniony w wyniku tłoczenia i gięcia
Nowoczesne technologie napraw powypadkowych uszkodzeń blaszanych konstrukcji pojazdów nie wyeliminowały do końca tradycyjnych technik obróbki blach, znanych w niezmienionej niemal postaci od czasów starożytnych.
Po przywróceniu do prawidłowego usytuowania wszystkich kontrolnych punktów pomiarowych samonośnego nadwozia za pomocą siłowników hydraulicznych na stanowisku naprawczym na poszczególnych częściach konstrukcyjnych i osłonowych pozostają mniej lub bardziej wyraźne odkształcenia fabrycznie uformowanych powierzchni. Podobne usterki mogą być też następstwem drobnych kolizji drogowych, które nie powodują zmian w strukturze nośnej pojazdu.
ZOBACZ TAKŻE:
- Blacharskie naprawy nadwozi cz. (XIII): Połączenia spawane
- Blacharskie naprawy nadwozi (cz. XII): Połączenia zgrzewane
- Blacharskie naprawy nadwozi (cz. XI): Wymiana podłużnic
Wszystkie one jednak wymagają dokładnego usunięcia ze względów wytrzymałościowych i estetycznych. Jeśli wymiana tak uszkodzonych elementów na nowe okazuje się zbyt kosztowna lub utrudniona z jakichś innych powodów, stosuje się do przywrócenia ich pierwotnych kształtów różne rodzaje klasycznej obróbki blacharskiej, czyli: gięcia, spęczania (obkurczania), a niekiedy też rozciągania metalowego materiału.
 |
Fizyczne właściwości metali Blacha jest materiałem o stosunkowo małej grubości, uzyskiwanym w hutach metodą walcowania metalowych brył. W związku z tym zachowuje wszystkie fizyczne cechy materiału, z którego została wykonana. Do budowy samochodowych nadwozi wykorzystuje się rozmaite gatunki blach stalowych i uzyskiwanych ze stopów aluminiowych. Metale te odznaczają się określoną wytrzymałością na rozciąganie i ściskanie, sprężystością i plastycznością, przy czym generalnie sprężystość stali jest zdecydowanie wyższa niż aluminium, a plastyczność obu materiałów kształtuje się w ich porównaniu odwrotnie. Wytrzymałość (zwłaszcza na rozciąganie), sprężystość i plastyczność mają decydujące znaczenie dla wszelkich procesów obróbki blach, w tym także dla prostowania wgnieceń w blaszanych elementach samochodowych nadwozi. |
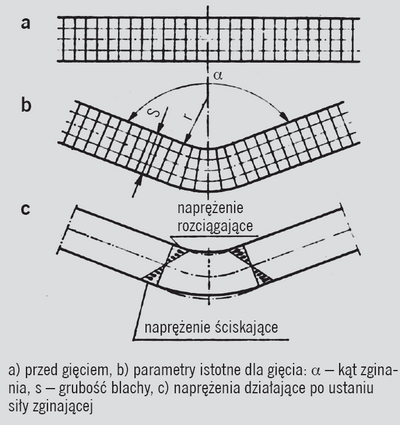
| Rys.: Odkształcenie zginanej blachy (przekrój poprzeczny do linii gięcia) |
Jeśli na kawałek blachy działamy parą sił rozciągających, najpierw następuje faza jej odkształcania sprężystego, w której materiał się wydłuża proporcjonalnie do wartości równoważących się sił, lecz po ustaniu ich działania powraca do poprzednich wymiarów.
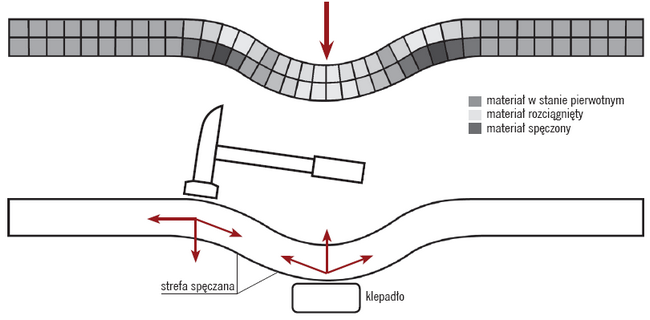
Rys.: U góry: odkształcenie poszycia nadwozia na skutek kolizji drogowej. Niżej: Rozkład sił i towarzyszących im reakcji przy prawidłowym prostowaniu wgniecenia
Gdy wartość sił rozciągających przekracza tzw. granicę sprężystości (nazywaną również granicą plastyczności), materiał zaczyna się trwale wydłużać. Przerwanie naciągu w tej fazie powoduje kurczenie się rozciąganej próbki, gdyż nadal działa jej sprężystość, ale po skurczeniu jest ona już dłuższa niż w stanie pierwotnym. Jeśli wartość sił rozciągających przekroczy wytrzymałość danego materiału, nastąpi jego rozerwanie. Przy wszystkich tych operacjach objętość rozciąganego materiału pozostaje niezmienna, więc długość może się zwiększać wyłącznie kosztem grubości lub szerokości.
Mechanika odkształcania blach
Płaskie blachy, szczególnie stosunkowo cienkie, nie dają się stosować w roli samodzielnych elementów konstrukcyjnych ani nawet osłonowych, ponieważ są bardzo wiotkie. Dlatego wszelkim wyrobom blaszanym nadaje się sztywność, formując blachę płaską w kształty trójwymiarowe za pomocą różnych rodzajów obróbki plastycznej.
Najprostszym takim zabiegiem jest gięcie, czyli liniowe załamanie płaszczyzny materiału, nadające mu znacznie zwiększoną sztywność poprzeczną. Wykonuje się je, działając siłą poprzeczną do powierzchni blachy, przyłożoną w pewnej odległości od miejsca (miejsc) podparcia. Na samym zagięciu tworzącym w poprzecznym przekroju łuk o określonym przekroju zachodzą wów czas następujące przekształcenia plastyczne:
- zewnętrzna warstwa materiału ulega na łuku rozciągnięciu, ich długość rośnie;
- na geometrycznej granicy tych warstw długość giętej blachy pozostaje niezmienna.
Oprócz odkształceń plastycznych zmieniających grubość wspomnianych warstw podczas gięcia pojawiają się w metalowym materiale naprężenia, czyli odkształcenia sprężyste, które po ustaniu działania siły zginającej powodują częściowe wyprostowanie zagięcia. Okoliczność tę należy uwzględnić, zwiększając kąt obrotu odginanej płaszczyzny wokół miejsca podparcia o odpowiednią, doświadczalnie ustaloną wartość. Daje się ona wprawdzie precyzyjnie obliczyć, lecz jest to w blacharskiej praktyce zbyt uciążliwe, ponieważ ów kąt dodatkowy zależy od wielkości kąta głównego (mającego powstać po zakończeniu operacji), promienia łuku zagięcia i grubości blachy.
Oprócz tego należy pamiętać, iż sumaryczna długość wymiarów uzyskanego przez gięcie przedmiotu jest większa od długości blachy użytej do jego wykonania, ponieważ zagięcia mają w przekroju formę łuków.
Operacją bardziej skomplikowaną jest tłoczenie blach na prasach za pomocą matryc i stempli o odpowiednich kształtach. Taką właśnie metodą wykonuje się niemal wszystkie blaszane elementy samochodowych nadwozi, którym podczas tłoczenia nadaje się nie tylko dyktowane aerodynamiką lub estetyką formy, lecz także mechaniczną sztywność, właściwą wszelkim cienkościennym profilom skorupowym.
W trakcie wytłaczania metalowy materiał jest równocześnie gięty (na krawędziach narzędzi formujących) i rozciągany (w pozostałych strefach obróbki). Obu tym przekształceniom towarzyszą też wprowadzane na stałe naprężenia lub chwilowe (do czasu zwolnienia nacisku prasy) odkształcenia sprężyste. Głębokość tłoczenia nie może przy tym być dowolna, gdyż zależy bezpośrednio od plastyczności i wytrzymałości materiału. Istotne znaczenie ma tu również ostateczna grubość ścianek wykonywanych w ten sposób przedmiotów.
 |
 |
| Rys.: Klepadło przykładane od spodu na środku zagłębienia | Rys.: Pierwsza faza prostowania wgniecenia po zacieśnianiu spirali |
 |
 |
| Rys.: Klepadło typu „coma” do prostowania małych wgnieceń wtórnych | Rys.: Kontrola naprawionej strefy pilnikiem blacharskim |
 |
 |
| Rys.: Klepadło owinięte tkaniną przy prostowaniu blachy aluminiowej | Rys.: Młotek z aluminiowym bijakiem (kolejność uderzeń jak przy blasze stalowej) |
 |
 |
| Rys.: Szlifowanie powierzchni blachy przed obkurczaniem termicznym | Rys.: Miejscowe nagrzewanie rozciągniętego materiału elektrodą węglową |
 |
 |
| Rys.: Schładzanie podgrzanego miejsca szmatą moczoną w wodzie | Rys.: Palnik gazowy używany zamiast elektrody (strzałka wskazuje ślad kredki) |
Rodzaje drobnych wgnieceń
Ze zjawiskami podobnymi jak przy zamierzonym formowaniu blach mamy do czynienia w przypadku odkształceń elementów samochodowych nadwozi na skutek zewnętrznych uderzeń. W ich jednolitych powierzchniach tworzą się wówczas: wklęsłości, wybrzuszenia, wygięcia i załamania. Ich usunięcie wymaga przeprowadzenia procesów odwrotnych w stosunku do tych, które je wywołały.
Sztywność zewnętrznych elementów poszycia o skorupowej budowie sprawia, że przeważnie tego rodzaju odkształcenia występują na stosunkowo niewielkich obszarach i mają kształt nieckowych zagłębień o wyraźnie widocznych krawędziach.
W zależności od siły uderzenia mogło tu dojść do:
odwrócenia pierwotnej wypukłości elementu bez przekraczania granicy sprężystości materiału, czyli bez jego lokalnego rozciągnięcia lub spęczenia;
- odwrócenia pierwotnej wypukłości z trwałym wygięciem blachy na krawędziach wgniecenia;
- odwrócenia pierwotnej wypukłości z równoczesnym rozciągnięciem materiału w strefie wgniecenia.
W pierwszym wypadku naprawa ogranicza się do miękkiego wypchnięcia części wgniecionej na zewnątrz lub jej wyciągnięcia za pomocą gumowej przyssawki. Po takim zabiegu element odzyskuje swój pierwotny kształt dzięki naprężeniom wewnętrznym utrzymującym się w nim od czasu jego wytłoczenia. W blacharskim żargonie nazywa się ten efekt „pamięcią blachy”.
Przy drugiej z wymienionych ewentualności musi nastąpić plastyczne wyprostowanie łuku obwodowego zagięcia, czyli spęczenie zewnętrznej i rozciągnięcie wewnętrznej warstwy zgiętego materiału. Po tym zabiegu zwykle pozostała część odkształconej strefy samoczynnie powraca do prawidłowego kształtu na opisanej poprzednio zasadzie.
Ostatnia z przedstawionych możliwości przypomina formowanie zagłębień na prasach za pomocą tłoczników. Różnica polega jednak na tym, że docisk przedmiotu deformującego blachę wywierany jest przeważnie na stosunkowo małej powierzchni stanowiącej sam środek niecki wgniecenia. W związku z tym rozciągnięcie jej ścianek nie jest równomierne. Powodują je bowiem rozchodzące się promieniście składowe siły centralnej, równoważone przez reakcje występujące na usztywnionym przez zagięcie obwodzie wgniecenia. Im więc bliżej obwodu, tym mniejsza jest koncentracja sił rozciągających, a zatem i samo wydłużenie rozciągniętego obszaru.
Klasyczne techniki naprawcze
Na temat sposobów blacharskiego usuwania wgnieceń podaje się w większości zawodowych podręczników porady ewidentnie błędne. Dotyczy to nie tylko słownych opisów, lecz nawet rysunkowych schematów zalecanych operacji. Dzieje się tak dlatego, że dysponujący odpowiednią wiedzą blacharze nie potrafią pisać książek, a ludzie obdarzeni łatwością pisania wolą zapożyczać rozmaite teoretyczne hipotezy od siebie nawzajem, niż zastanawiać się osobiście nad prostą skądinąd zasadą działania młotka i klepadła, a tym bardziej zweryfikować ją praktycznie w bezpośrednich kontaktach z odkształconą blachą.
 |
Uderzenia młotka wprowadzają do obrabianego materiału siły, dla których równoważących reakcji dostarcza bezwładność klepadła, czyli masywnej stalowej bryły o gładkich powierzchniach. Jeśli prostowana blacha znajdzie się dokładnie między tymi narzędziami, każde uderzenie będzie ją punktowo miażdżyć, czyli zmniejszać jej grubość, zwiększając powierzchnię, a nie o taki efekt przecież chodzi, zwłaszcza gdy chcemy rozciągnięty materiał spęczyć, aby znów się zmieścił na poprzednim miejscu. Lekkie wzajemne przesunięcie młotka i klepadła też nie może przynieść pożądanych skutków, bo zamiast kurczyć ścianki zagłębienia będzie je tylko wyginać, wprowadzając niekontrolowane odkształcenia wtórne. Prawidłowe postępowanie jest w takim wypadku następujące: klepadło trzeba przytrzymywać centralnie pod najgłębszym punktem wgniecenia, a młotkiem uderzać raz koło razu najpierw po obwodzie odkształconej strefy, a potem wzdłuż linii spiralnej ku jej środkowi. Kierunek odwrotny (uderzenia prowadzone od środka ku obwodowi) powoduje bowiem rozciąganie blachy, więc stosuje się go przy celowym formowaniu wgłębień w płaskich blaszanych arkuszach. Zasady te mają pełne potwierdzenie w blacharskiej praktyce i równie łatwo dają się wyjaśnić teoretycznie. Gdy młotek uderza w niczym nie podpartą krawędź wgniecenia, wywierana nim siła dzieli się na dwie składowe: jedną mało istotną, bo działającą wzdłuż nieuszkodzonej powierzchni i równoważoną przez sztywność całego elementu, oraz drugą, styczną do ścianki wgniecenia i napotykającą reakcję dopiero w centralnie umieszczonym klepadle. Powstają w ten sposób pary sił ściskających wzdłużnie, czyli stopniowo spęczających rozciągniętą blachę. Przy prawidłowym przeprowadzeniu takiej obróbki spęczającej najpierw powracają do pierwotnej postaci partie blachy najbliższe obwodu, a na końcu samo dno wgniecenia. Jednak efekt końcowy bardzo rzadko bywa w pełni zadowalający. Zwykle usunięciu wklęsłości całego uszkodzonego obszaru towarzyszy pojawienie się na nim wielu mniejszych zagłębień, które trzeba usuwać (każde z osobna) poprzednio opisanym sposobem, zmieniając jedynie klepadło na mniejsze, najlepiej typu „coma” (przecinek – od formy jego przekroju poprzecznego). Jeśli mimo wyczerpania wszystkich możliwości techniki mechanicznego spęczania materiał nadal nie mieści się na swoim właściwym miejscu lub poddana tej obróbce blacha nie ma wystarczająco równej powierzchni i dostatecznej sztywności, należy zastosować obkurczanie termiczne. Polega ono na koncentrycznym (wzdłuż zacieśniającej się spirali), oporowym rozgrzewaniu kolejnych punktów całego nadmiernie rozciągniętego obszaru za pomocą zgrzewarki wyposażonej w elektrodę węglową lub tzw. spotera i natychmiastowym ich ochładzaniu szmatką nasączoną zimną wodą. |
 |
|
 |
|
| Rys.: Od góry: młotki do obróbki blach stalowych (ostatni typu „karo”), młotki do aluminium (drewniany, nierdzewny, aluminiowy), klepadła („coma”, standardowe z rękojeścią prostą i wygiętą) |
Ostateczna gładkość wyprostowanej powierzchni powinna być taka, by grubość nałożonej później na nią malarskiej szpachlówki nie była w żadnym punkcie większa niż jeden milimetr. Doświadczony blacharz ocenia to wystarczająco dokładnie wzrokiem i dotykiem, lecz w pełni wiarygodne wyniki daje zawsze obróbka naprawionego miejsca blacharskim pilnikiem, gdyż wtedy ujawniają się wszelkie drobne wypukłości i wklęsłości.
Specyfika materiałów aluminiowych
Zasady te dotyczą usuwania wgnieceń w blaszanych elementach zarówno stalowych, jak i aluminiowych, jednak w tym drugim przypadku obowiązują jeszcze pewne reguły dodatkowe.
Niedopuszczalny jest więc jakikolwiek kontakt aluminiowego materiału z młotkami i klepadłami wykonanymi ze stali narzędziowej, gdyż podczas uderzeń jednego metalu o drugi mikrocząsteczki żelaza wnikają w powierzchnię aluminium, stając się zalążkiem jego nieuchronnej korozji i przyczyną uszkodzeń nanoszonych potem powłok lakierniczych. Dlatego do obróbki aluminium można używać wyłącznie młotków drewnianych, aluminiowych lub wykonanych ze stali nierdzewnej. Klepadeł aluminiowych nikt nie stosuje, gdyż byłyby one zbyt lekkie. Trzeba więc i w tym wypadku korzystać ze stalowych, ale owiniętych kawałkiem tkaniny.
 |
 |
| Rys.: Sposób użycia klepadła łyżkowego z rękojeścią wygiętą (na dolnym zdjęciu widok od wnętrza nadwozia) | |
Poza tym blachy aluminiowe są w normalnych temperaturach, zwanych potocznie pokojowymi, o wiele bardziej kruche niż stalowe. Dlatego jakiejkolwiek obróbce plastycznej należy je poddawać po uprzednim podgrzaniu do temperatury 220-280°C wspomnianą już elektrodą węglową (zgrzewarka musi w tym celu dysponować odpowiednią funkcją lub gazowym palnikiem, ale ten drugi wariant jest znacznie mniej wygodny). Temperatura uzyskiwana dzięki zgrzewarce daje się odpowiednio ustawiać wstępnie i potem utrzymywać samoczynnie. W przypadku palnika temperaturę kontroluje się za pomocą specjalnej kredki lub w ostateczności tzw. szarego mydła. Ślady tych substancji pozostawione na blasze odbarwiają się, gdy osiągnie ona temperaturę ok. 280oC.
Ręczne narzędzia blacharskie
Młotki do blach stalowych muszą mieć płaskie czoła bijaków, potrzebne do spęczania blach w większych wgnieceniach i prostowania wypukłego pofałdowania. Tylne części bijaków mogą być wyposażone w dzioby kuliste i stożkowe do usuwania drobnych wgnieceń bez użycia klepadła, albo w dzioby płaskie do odtwarzania oryginalnych rowków, kantów i profilowania uszkodzonych wąskich wytłoczeń.
Narzędziem specjalnym jest młotek typu „caro”. Jego czoło tworzą trzy segmenty o ząbkowanych powierzchniach, zbliżające się do siebie w momencie zderzenia z obrabianą powierzchnią. Rozwiązanie to ma służyć do łatwego spęczania blach, lecz działa zgodnie z przeznaczeniem tylko podczas kilku pierwszych uderzeń. Potem materiał jest bardziej rozklepywany przez uderzające weń klinowe zęby, niż ściągany szczękami ku środkowi czoła bijaka.
Przy obróbce blach aluminiowych wykorzystywane są młotki: drewniane – do prostowania zgrubnego, aluminiowe z płaskimi tylnymi dziobami (mają przeznaczenie analogiczne do podobnie ukształtowanych młotków do stali) oraz wykonane ze stali nierdzewnej (ich plastikowe tylne nakładki pełnią te same funkcje, co metalowe tylne końcówki młotków do stali).
Klepadła standardowe wykonywane są w formie masywnych brył o kilku różnych powierzchniach przylgowych. Do prostowania mniejszych wgnieceń używa się klepadeł typu „coma”, wykorzystując ich walcowe powierzchnie. W naprawach elementów nadwozi bez ich uprzedniego demontażu bardzo pożyteczne, a niekiedy wręcz nieodzowne, okazują się klepadła płaskie i klinowe z rękojeściami prostymi lub wygiętymi, ponieważ możliwe jest ich stosowanie w miejscach trudno dostępnych. Klepadło w formie dwustronnie zagiętej łyżki można wprowadzać przez otwory w prostowanych blachach nawet do przestrzeni zamkniętych pod poszyciem nadwozia.
ZOBACZ TAKŻE:
- Blacharskie naprawy nadwozi cz. X - Usuwanie uszkodzeń dachów
- Blacharskie naprawy nadwozi cz. IX: Prostowanie szkieletu kadłuba (cd.)
- Blacharskie naprawy nadwozi cz. VIII: Prostowanie szkieletu kadłuba (cd.)
- Blacharskie naprawy nadwozi cz. VII: Prostowanie szkieletu kadłuba
- Blacharskie naprawy nadwozi cz. VI: Prostowanie konstrukcji nośnych
- Blacharskie naprawy nadwozi cz. V - Identyfikacja materiałów
- Blacharskie naprawy nadwozi cz. IV: Prostowanie konstrukcji nośnych
- Blacharskie naprawy nadwozi cz. III: Elektroniczne przetwarzanie danych pomiarowych
- Blacharskie naprawy nadwozi cz. II: Urządzenia pomiarowe
- Blacharskie naprawy nadwozi cz. I: Kwalifikacja pojazdu do naprawy blacharskiej

-
2012-02-19 21:20
Aluminiowe
Franciszek
Witam, chciałbym tylnią część samochodu obłożyć Aluminium zamiast stali. Chodzi mi o odchudzenie samochodu. Jakie firmy robią np klapy tylnie z aluminium itd ??
-
2012-04-29 11:49
młotki aluminiowe
zych
obczajcie to: http://www.youtube.com/watch?feature=player_embedded&v=ODe3PvwOB-k
-
2012-08-03 16:44
Solidny-Blacharz.pl
Marko
Podobne zabiegi miałem kiedyś okazję oglądać podczas naprawy mojego wozu w serwisie Solidny-Blacharz.pl Wozik oberwał dość mocno, ale w warsztacie jakimś cudem postawili go na nogi. Na ale wyposażenie ich blacharni naprawdę robi wrażenie.
3 komentarzy dodaj komentarz