Prostowanie blach aluminiowych

Fot. CTS, Archiwum
Specyfika obróbki aluminium
Przywrócenie pierwotnego kształtu uszkodzonej strefy skorupowego poszycia aluminiowego uzyskuje się za pomocą tradycyjnych metod blacharskich, lecz trzeba je inaczej stosować niż podczas obróbki stalowych blach głębokotłocznych. Po pierwsze, ze względu na wspomnianą już kruchość stopów aluminium, wszystkie zabiegi prostujące mogą się odbywać wyłącznie po uprzednim podgrzaniu naprawianych elementów do optymalnej temperatury 380°C. Po drugie, nie wolno przy tym używać blacharskich narzędzi stalowych.
 |
 |
|
Orientacyjna linia wyznaczająca miejsca i kolejność uderzeń młotka przy likwidacji wgniecenia |
Prostowanie młotkiem rozpoczyna się na obwodzie zagłębienia i prowadzi spiralnie ku jego środkowi |
Zarówno przy słabszym, jak i silniejszym rozgrzaniu metalu jego plastyczność jest niewystarczająca, co może doprowadzić nawet do perforacji prostowanych blach. Do podgrzewania strefy wgniecenia i jego okolic przed prostowaniem mechanicznym, a po starannym ich oczyszczeniu do gołego metalu, najwygodniej jest używać palników na gaz propan-butan lub profesjonalnych opalarek elektrycznych. Wytwarzany przez nie strumień gorącego gazu oddaje bowiem ciepło, rozkładając je równomiernie na znacznej powierzchni, więc nie wprowadza do niej lokalnych naprężeń termicznych. Temperaturę kontroluje się za pomocą łatwych do rozpoznania znaków (np. linii prostych), wykonanych w podgrzewanym miejscu specjalną kredką. Jej ślady odbarwiają się lub znikają po osiągnięciu pożądanej temperatury.
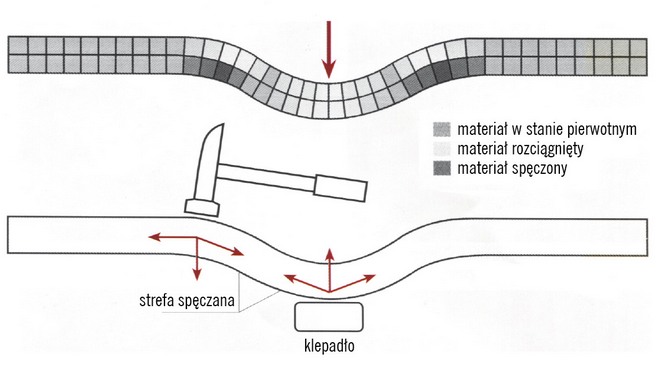
U góry: odkształcenie poszycia nadwozia na skutek kolizji drogowej; u dołu: rozkład sił i towarzyszących im reakcji przy prawidłowym prostowaniu wgniecenia
Do mechanicznej obróbki blach aluminiowych wykorzystuje się, podobnie jak przy stali, młotki o szerokich powierzchniach czołowych, ale ich części bezpośrednio kontaktujące się z prostowanym materiałem nie mogą być wykonane ze stali. Chodzi tu nie tylko o zapobieganie kaleczeniu powierzchni miękkiego metalu znacznie twardszym narzędziem, lecz także o ochronę blachy przed dyfuzją mikrocząsteczek żelaza, zachodzącą podczas uderzeń, gdyż stają się one zalążkiem nieuchronnej korozji aluminium i przyczyną późniejszych uszkodzeń nanoszonych potem powłok lakierniczych. Dlatego do obróbki aluminium można używać wyłącznie młotków o roboczych częściach bijaków wykonanych z aluminium, twardej gumy bądź drewna lub odpowiednio wytrzymałego tworzywa sztucznego, a w uzasadnionych przypadkach – ze stali nierdzewnej. Nie stosuje się natomiast klepadeł wykonywanych całkowicie lub częściowo z lekkich materiałów nieżelaznych, gdyż byłyby one zbyt lekkie, czyli miały za małą bezwładność przeciwstawiającą się uderzeniom młotka. Wykorzystuje się więc standardowe klepadła stalowe po ich owinięciu kawałkiem grubej i sztywnej tkaniny.

-
2019-04-24 17:53
Aluminiowa maska
Krzysztof Kozak
Mam do wyprostowania przednia maskę ktora okazala sie podbita i przełamania, czy jest technologia naprawy takich elementów?
1 komentarzy dodaj komentarz